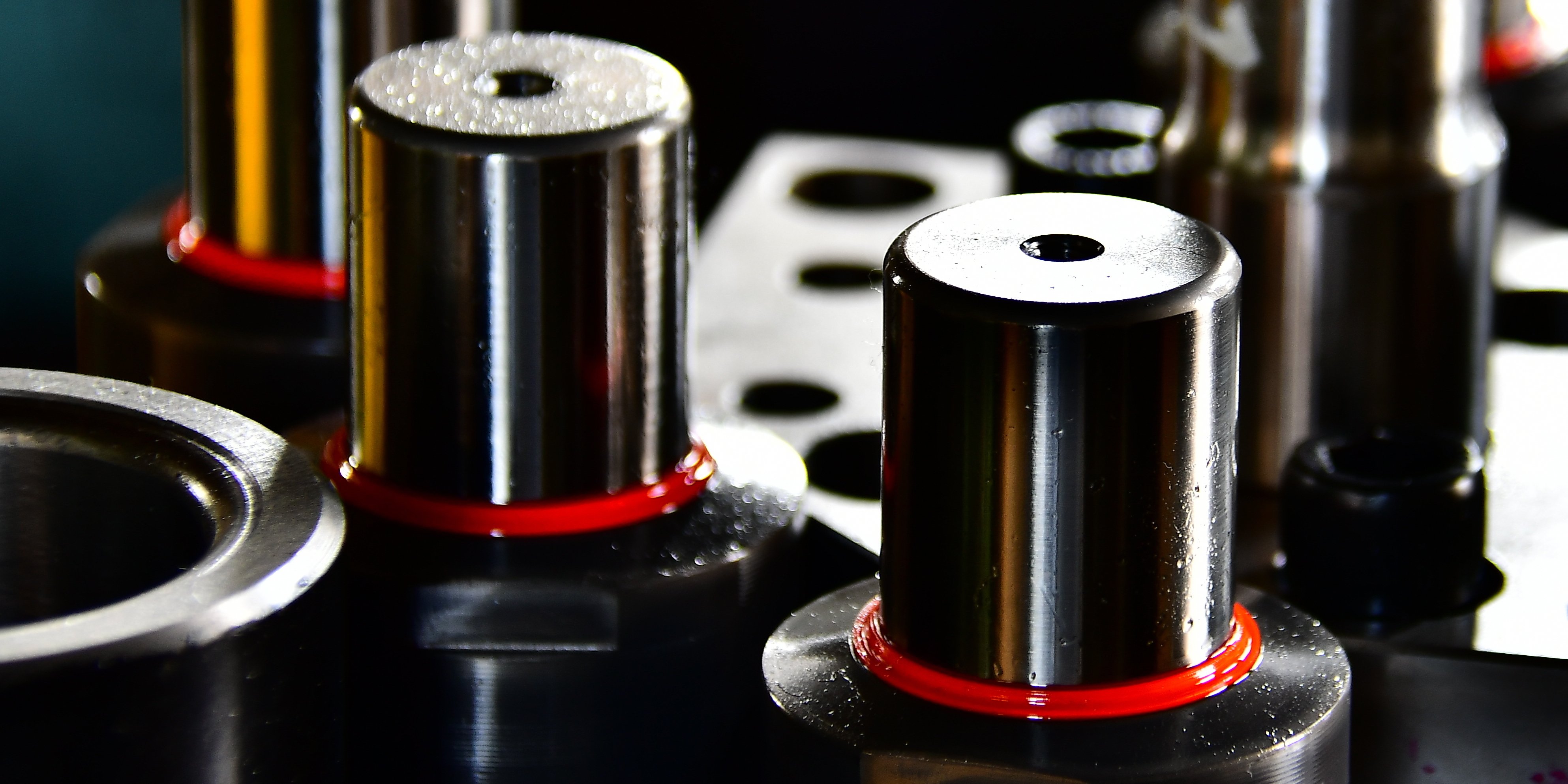
Progressive Stamping Delivers High Speed Production and Lower Costs
Progressive die stamping is a high-volume, high-performance metal stamping process that uses progressive dies, which perform multiple operations in ...
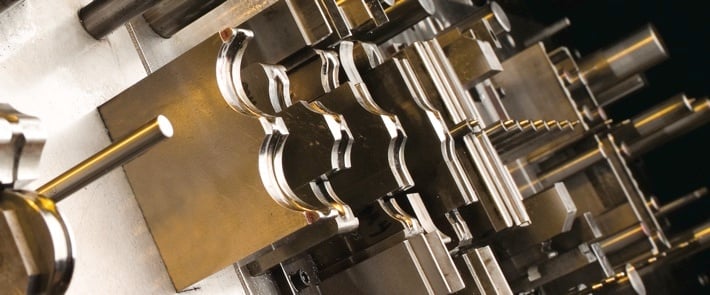
The Advantages and Disadvantages of Running Metal Stamping Family Dies
Family tooling is a method in which a manufacturer designs and builds a die that is able to simultaneously produce multiple components in different ...
The Advantages and Disadvantages of Running Metal Stamping Family Dies
Family tooling is a method in which a manufacturer designs and builds a die that is able to simultaneously produce multiple components in different ...
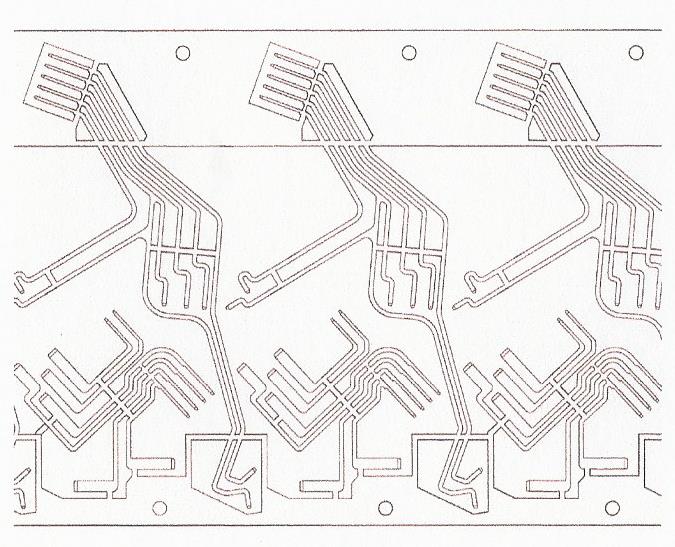
Using Multiple-Up Dies for Metal Stamping to Save Money and Boost Volume
Designing the metal stamping die to produce a new precision part is one of the most important steps to ensuring long-term success in production. ...




Progressive Die Stamping vs Transfer Die Stamping
If you’re responsible for designing or buying precision metal stamped parts, it’s important to understand when to use progressive die stamping versus ...
Progressive Stamping vs. Fine Blanking: Three questions OEMs Should Ask
For manufacturers who require precision parts with tight tolerances, it can pay to compare the options for manufacturing processes. Although fine ...
Table of Contents
- Progressive Die Stamping Overview
- How Progressive Die Stamping Works
- Key Components of a Progressive Die
- Advantages of Progressive Die Stamping
- Limitations and Challenges
- Common Applications Across Industries
- Design Considerations for Progressive Die Stamping
- Best Practices for Successful Implementation
- Progressive Die vs. Other Stamping Methods

Algonquin, IL 60102-2486