Progressive Stamping Delivers High Speed Production and Lower Costs
Progressive die stamping is a high-volume, high-performance metal stamping process that uses progressive dies, which perform multiple operations in ...

Progressive Die Stamping vs Transfer Die Stamping
If you’re responsible for designing or buying precision metal stamped parts, it’s important to understand when to use progressive die stamping versus ...
Progressive Stamping vs. Fine Blanking: Three questions OEMs Should Ask
For manufacturers who require precision parts with tight tolerances, it can pay to compare the options for manufacturing processes. Although fine ...
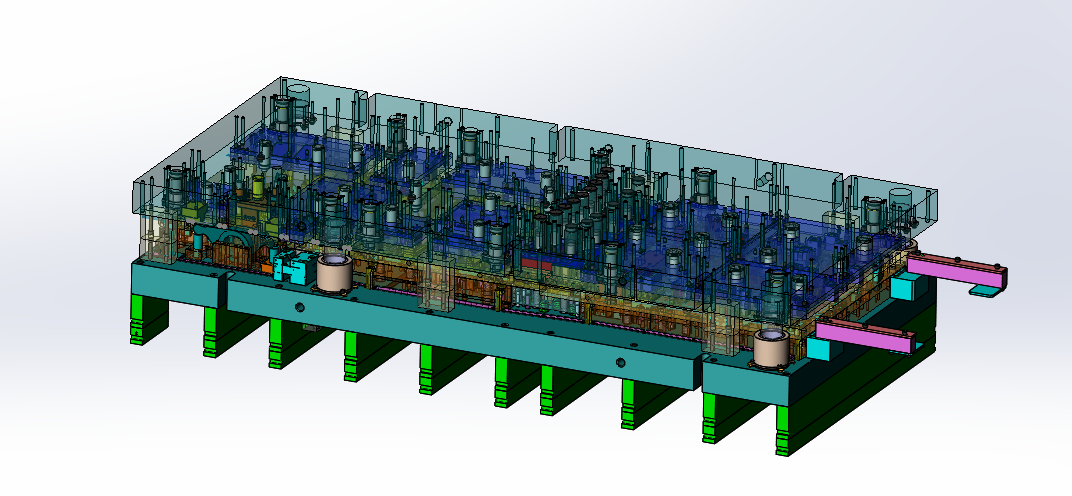
Using Multiple-Up Dies for Metal Stamping to Save Money and Boost Volume
Designing the metal stamping die to produce a new precision part is one of the most important steps to ensuring long-term success in production. ...
How Tight of a Tolerance Do You Need for Your Metal Stamping?
How tight of a tolerance do you need for your metal stamping? That’s a good question. The answer isn’t complex, nor is it simple and straightforward.
The Advantages and Disadvantages of Running Metal Stamping Family Dies
Family tooling is a method in which a manufacturer designs and builds a die that is able to simultaneously produce multiple components in different ...
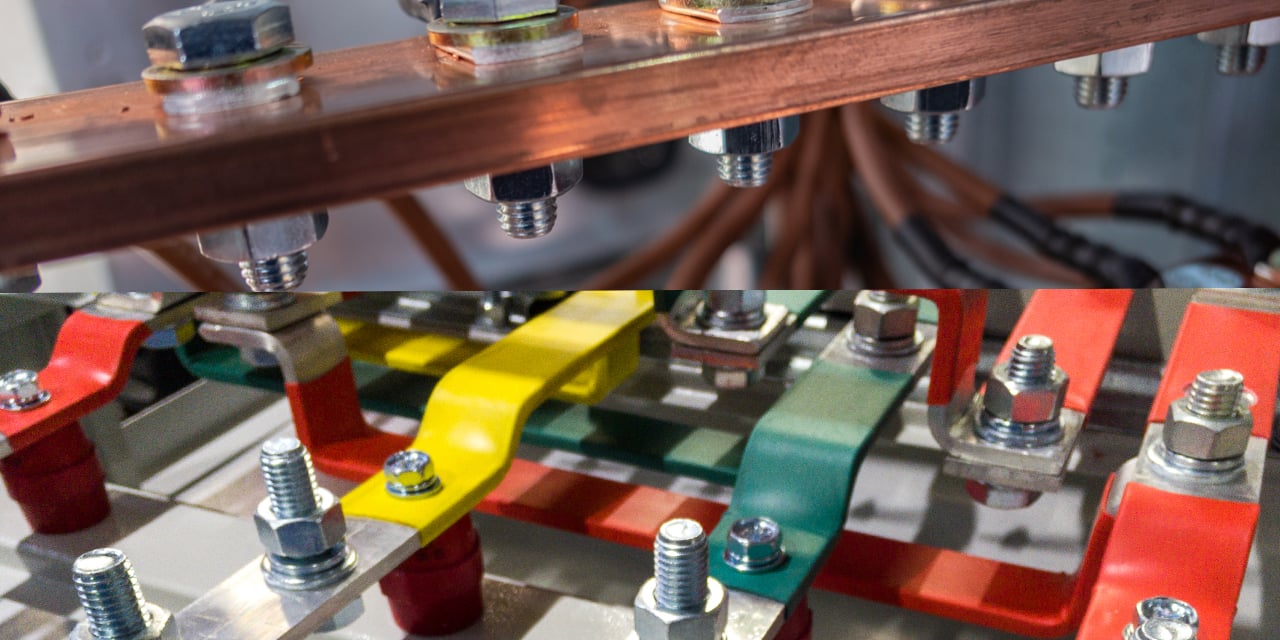
Copper vs Aluminum Busbars — Which Is Right for Your Project?
There is some debate regarding which material is better for use for busbars—aluminum or copper. Both materials have been used with success, but which ...

Growth in Electric Vehicles Driving Need for Metal Stamped Busbars
Demand is revving up for electric vehicles of all kinds, from cars to trucks to public transport. According to Bloomberg NEF market forecasts, ...

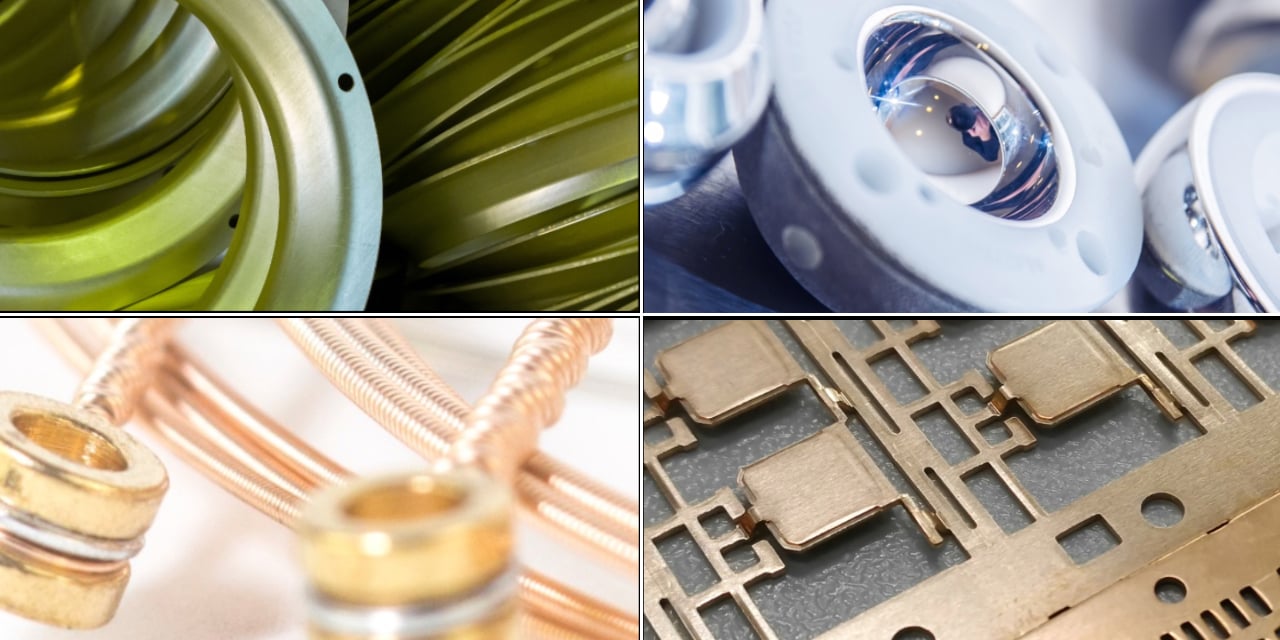
Choosing the Right Metal Stamping Material
Precision metal stamping is one of the most popular manufacturing processes for various industrial applications because it is quick, accurate, and ...

Steel Market Impacts Metal Stamping Lead Times and Prices
With steel one of the top metals used in metal stamping, global market fluctuations in the supply and demand for steel have been pushing steel prices ...

Designing the Metal Stamping Strip to Minimize the Use of Precious Metals
Manufacturers in the automotive, electronics, telecommunications and medical device industries are among the leading users of precious metals such as ...

Silver May be Low-Cost Solution for Plating Electronic Connector Stampings
Not long ago we featured a blog article about the use of palladium as an alternative to gold for plating electronic components due to the rising ...

It's Time to Consider Palladium for Electronics Plating -- Again.
Author: Vince Azzano, Director of Technical Sales, Precision Plating Company Fabricated gold prices are at an all-time high, and traders and analysts ...

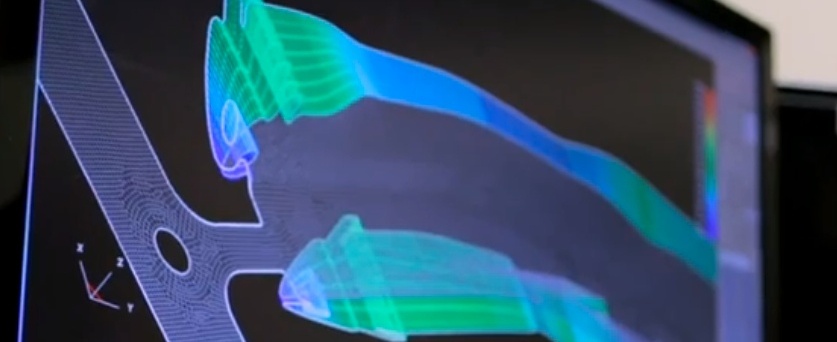
How Metal Stamping Simulation Software Saves Money
Simulation software is a powerful aid to new product development in industries as diverse as automotive, aerospace and medical devices. Finite ...
Metal Stampings Have Limitations – Keep Them in Mind when Designing Your Part
Computer-aided design (CAD) is a wonderful technology that can lead product engineers and designers to think that anything is possible. After all, ...


How Precision Metal Stampers Use 3D Simulation Software to Design Tooling
Today’s precision metal stampers are turning to sophisticated 3D simulation software to produce high quality parts.

Metal Stamping Sensors Boost Efficiency, Quality
In precision metal stamping, every stroke of the press exerts tremendous pressure on the metal being formed, which can lead to unpredictable problems ...
Why a Single-Source Metal Stamping Company Might Be the Right Decision
When a metal stamping company develops your product from design through production in-house, there's a greater chance you'll get your parts on time ...

Finishing Options for Metal Stampings
When designing and producing precision metal stamped components, engineers and project managers representing the manufacturer, its suppliers, and the ...

Heat Treating Techniques to Strengthen Metal Stampings
Heat Treating Techniques to Strengthen Metal Stampings Custom metal stampings may require heat treating after stamping to achieve an OEM’s ...
How Metal Plating Enhances Stamped Parts
A wide range of custom metal stampings require metal plating as part of the finishing process – from large automotive parts to miniature components ...

Powder & E-Coating Improve Metal Stamping Corrosion Resistance/Appearance
Of the many finishing options available for metal stampings, powder coating and electro-coating (e-coating) are often preferred by automotive OEMs ...

The Benefits of Electropolishing for Your Precision Metal Stamped Part
Because the metal stamping process puts metal under enormous pressure in order to achieve the desired form, components may require polishing after ...

Deburring Improves Performance and Appearance of Metal Stampings
The metal stamping process uses heavy tonnage presses to form a wide variety of metal materials, which can produce burrs – excess metal in a rough or ...


Metal Stamping Defects Not an Option for Automotive Stamped Parts
In an increasingly global automotive market, suppliers such as precision metal stamping firms must be able to deliver parts with zero defects and ...

Metal Stamping Defects Can Spell Disaster for Medical Devices
Defective medical devices are costing manufacturers billions of dollars every year. Even more alarming, defects can lead to patient death and harm. ...



What to Look for at Site Visits to Metal Stamping Companies
Manufacturers who are considering adding or replacing a supplier of precision metal stamping face a daunting task of evaluation. Often, the process ...

How to Smoothly Transfer Tools to a New Metal Stamping Supplier
From economic downturns to natural disasters to industrial accidents, the huge upheavals in the global manufacturing supply chain in recent years ...

Table of Contents
- Custom Metal Stamping Overview
- Precision Metal Stamping
- Metal Stamped Parts
- Metal Stamping Materials
- Metal Stamping Process
- Metal Stamping Tooling
- Metal Stamping Secondary Operations
- Metal Stamping Quality Control
- How to Evaluate and Select a Custom Metal Stamping Manufacturer
- How to Ensure a Successful Tool Transfer

Algonquin, IL 60102-2486